 Tweet
Tweet
I thought I'd do a write up of tips for AK building for our numerous build parties. These are tips and suggestions to help the new builder. I'll try to go in chronological order as best I can.
Dremel tools.
We'll start off with the small tools that every new builder can bring and will need. A dremel is necessary, but there will be plenty to borrow at the party if you don't have one. Just bring your own dremel tips. Bring extras of each as well.

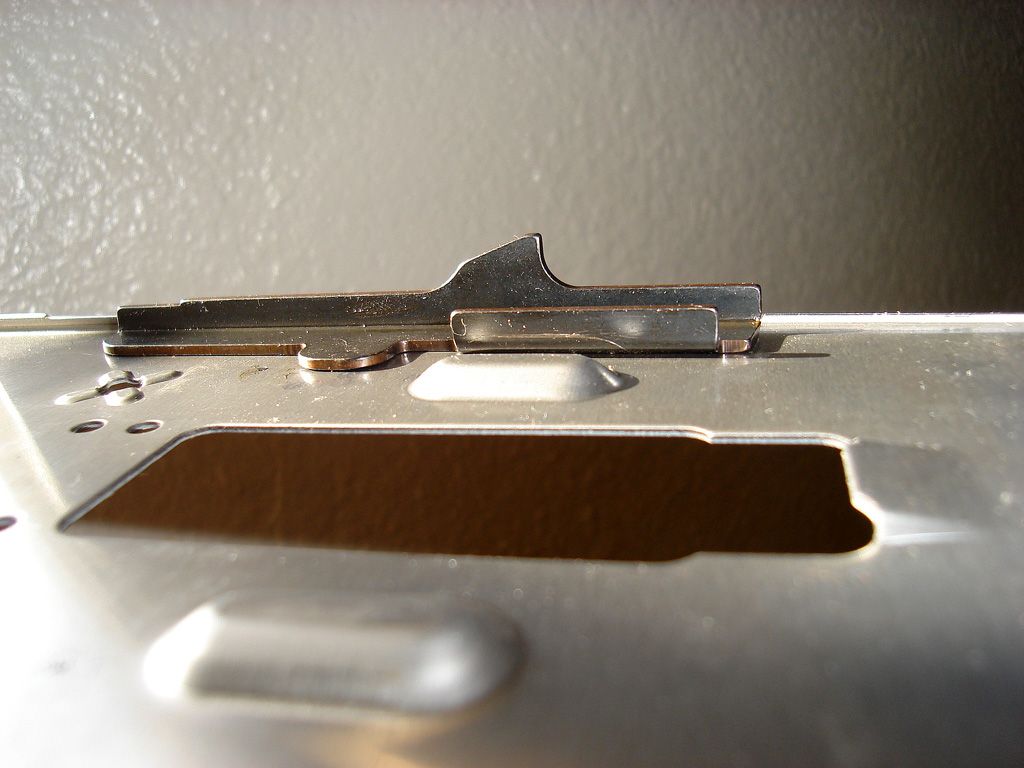
A diamond bit is used for "egging" (enlarging) the rivets holes, and grinding of the magazine release latch for fitment.
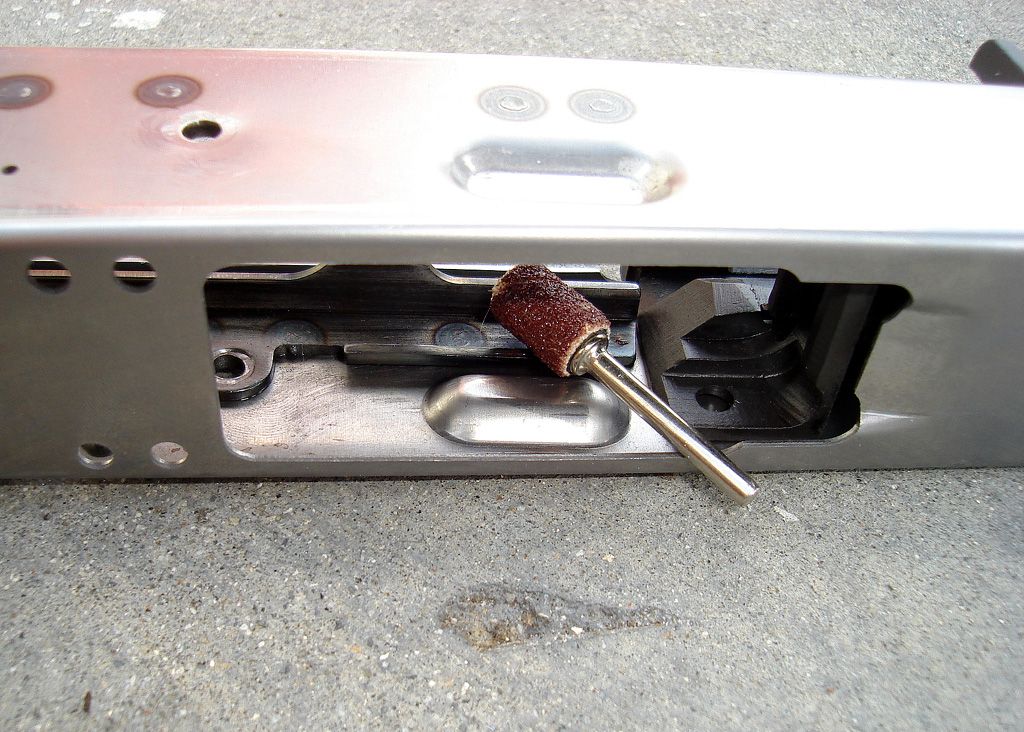
A drum type grinder is used for cleaning up the lower rail's magazine guide after cutting them down and for minor grinding.
A cutting wheel is used for cutting down rivet heads and the magazine guide rail. And for general purpose cutting.
A 5/32 inch drill bit is for drilling rivets holes, drilling out rivets, and whatever else needs to be drilled. We can never have enough 5/32" bits.
In addition to these tips, a small and large hand file, some sand paper, and a punch set are needed.
Rivets.
There are different types and lengths of rivets. Each has a specific place on the receiver. Each packet of rivets you get will be specific to the type of AK receiver/build you are going to do. Here are the different types of rivets.

The longest one is for the rear trunnion. The shortest one on the left is for the back of the trigger guard, unless you're using or your receiver has a pistol grip reinforcement plate.
The two on the right are for the front of the trigger guard, some different type rear trunnions, and for the front trunnion. If you look closely, you will notice that the one on the far right has a taper to the bottom of the head. That is a "swell neck" rivet. Those will match up to countersunk rivet holes in the front trunnion, and on some rear trunnions.
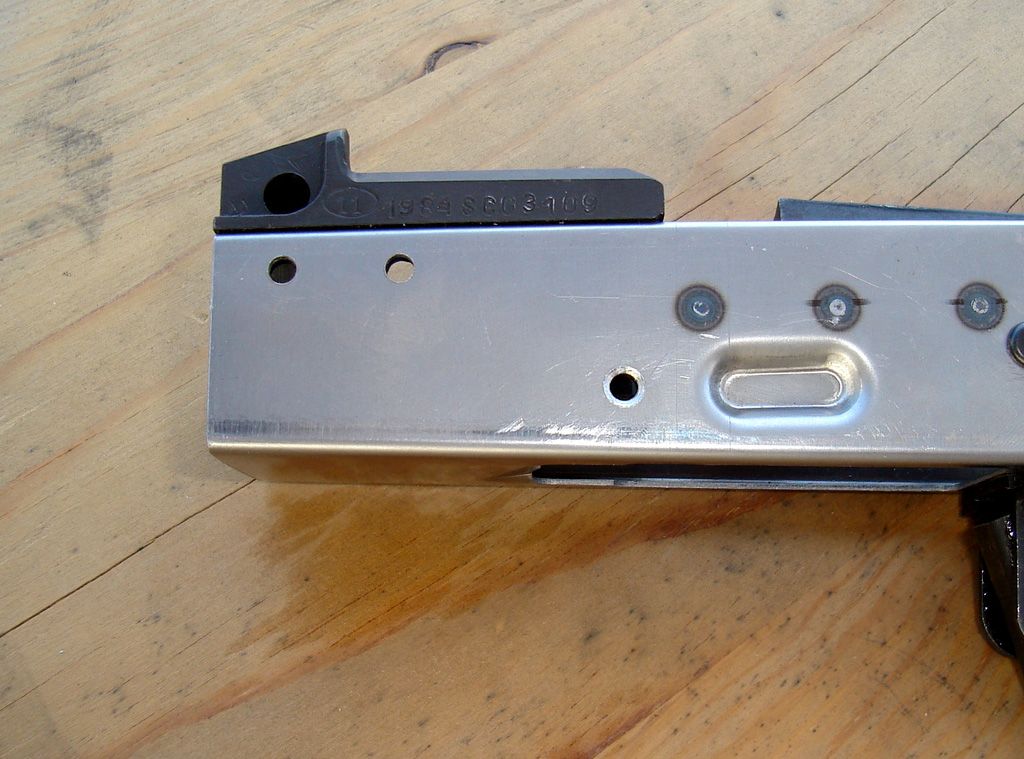
Here's an AKM front trunnion with a countersunk hole on the lower left.

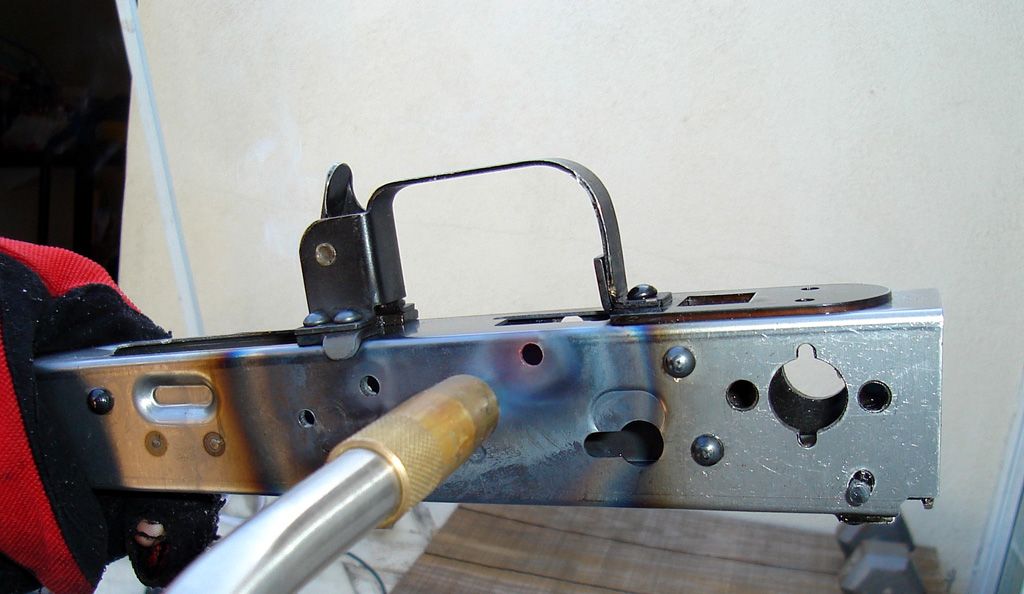
Here is a fixed stock rear trunnion with countersunk holes for the long rivets.
To countersink the receiver holes for these trunnions and rivets, I like to use a 1/4 inch drill bit to open up and give the hole a taper.
Federal 922r compliance.
A stamped AKM has 16 listed parts in it for 922r. The Fed's want you to limit those parts to just 10 foreign ones to be legal. The parts only add up when everything is attached, including the magazine. Replace some of them with quality US made parts.
1. Receiver
2. Barrel
3. Front Trunnion
4. Bolt
5. Bolt Carrier
6. Gas Piston
7. Trigger (fire control group)
8. Hammer (fire control group)
9. Disconnector (fire control group)
10. Buttstock
11. Handguard (upper and lower counts as 1)
12. Pistol Grip
13. Magazine Body
14. Magazine Floorplate
15. Magazine Follower
16. Muzzle Device (Muzzle Brake or Flash Hide that's not welded on)
The greatest source for getting AK building supplies. Flats, rivets, US made compliance parts, FCG, jigs, etc.
Completely heat treated receivers from Nodak.
One very important warning regarding the bad fire control group parts.
Please leave them (two in the middle) at home or discard them when you get your kit. DO NOT BRING THOSE FULL AUTO FCG PARTS WITH YOU.

The hammer, trigger, disconnector, axis pins, and various springs are OK, although since you need a new US made FCG anyway, leave them all at home. Bring the springs and axis/FCG pins though.
Dremel tools.
We'll start off with the small tools that every new builder can bring and will need. A dremel is necessary, but there will be plenty to borrow at the party if you don't have one. Just bring your own dremel tips. Bring extras of each as well.
A diamond bit is used for "egging" (enlarging) the rivets holes, and grinding of the magazine release latch for fitment.
A drum type grinder is used for cleaning up the lower rail's magazine guide after cutting them down and for minor grinding.
A cutting wheel is used for cutting down rivet heads and the magazine guide rail. And for general purpose cutting.
A 5/32 inch drill bit is for drilling rivets holes, drilling out rivets, and whatever else needs to be drilled. We can never have enough 5/32" bits.
In addition to these tips, a small and large hand file, some sand paper, and a punch set are needed.
Rivets.
There are different types and lengths of rivets. Each has a specific place on the receiver. Each packet of rivets you get will be specific to the type of AK receiver/build you are going to do. Here are the different types of rivets.
The longest one is for the rear trunnion. The shortest one on the left is for the back of the trigger guard, unless you're using or your receiver has a pistol grip reinforcement plate.
The two on the right are for the front of the trigger guard, some different type rear trunnions, and for the front trunnion. If you look closely, you will notice that the one on the far right has a taper to the bottom of the head. That is a "swell neck" rivet. Those will match up to countersunk rivet holes in the front trunnion, and on some rear trunnions.
Here's an AKM front trunnion with a countersunk hole on the lower left.
Here is a fixed stock rear trunnion with countersunk holes for the long rivets.
To countersink the receiver holes for these trunnions and rivets, I like to use a 1/4 inch drill bit to open up and give the hole a taper.
Federal 922r compliance.
A stamped AKM has 16 listed parts in it for 922r. The Fed's want you to limit those parts to just 10 foreign ones to be legal. The parts only add up when everything is attached, including the magazine. Replace some of them with quality US made parts.
1. Receiver
2. Barrel
3. Front Trunnion
4. Bolt
5. Bolt Carrier
6. Gas Piston
7. Trigger (fire control group)
8. Hammer (fire control group)
9. Disconnector (fire control group)
10. Buttstock
11. Handguard (upper and lower counts as 1)
12. Pistol Grip
13. Magazine Body
14. Magazine Floorplate
15. Magazine Follower
16. Muzzle Device (Muzzle Brake or Flash Hide that's not welded on)
The greatest source for getting AK building supplies. Flats, rivets, US made compliance parts, FCG, jigs, etc.
Completely heat treated receivers from Nodak.

One very important warning regarding the bad fire control group parts.
Please leave them (two in the middle) at home or discard them when you get your kit. DO NOT BRING THOSE FULL AUTO FCG PARTS WITH YOU.
The hammer, trigger, disconnector, axis pins, and various springs are OK, although since you need a new US made FCG anyway, leave them all at home. Bring the springs and axis/FCG pins though.











































Comment