-
Originally posted by tonelar -
Here's the thing I've tried giving advice like that. I'm not suggesting it in this post but some people post a question just to hear there own voice so to speak. They refuse to listen to any reasonable advice. and then you have a joke come in behind you and completely contradict what you said "because he's done it for years that way with no problems"
There was a guy here that wanted to use a bench grinder for a case trimmer. I tried to advise him that 3600 RPM was a bit much. Well no dice he insisted he knows what he's doing. So you know what? screw him if he wants to loose a finger or a hand not my problem I warned him so I can sleep good at night.Comment
-
I too have found that the 2 flutes are great for removing bulk material. Much faster than even the high-end 4 flutes. My method is to drill out as much material with drill press, then go to the mill and use a 2 flute end mill to remove what the drill press cannot but leave 1mm of material around pocket, then clean up with a nice 4 flute end mill.
Using the above technique I was able to complete an AR15 lower this weekend in about an hour, but I had everything setup from the night before when I did another AR15 lower. The time eater is the setup and end mill changes, if I had multiple mills I could setup one machine for each function and probably be done in 30 minutes.
^^^ Agreed, however I like the look of the 4 flute for cleanup and since I use it for just 1mm of material it does really well.Last edited by darthnugget; 02-27-2012, 9:23 AM.Since we can never hope to understand why we're here, if there's even anything to understand, the individual should choose a goal and pursue it wholeheartedly, despite the certainty of death and the meaninglessness of action.
-------------------
Please sign up for Dropbox http://db.tt/8dsT7hwbComment
-
Respectfully, isn't the unconditional and absolute prohibition against using a 4-flute EM on aluminum a bit extreme?
I mean "right tool for the job" and everything, but its not like were talking about driving screws with a hammer, or tightening nuts with pliers here.
Yes, 2 flute EMs are more appropriate than 4 flutes for aluminum, especially on "real" machines with plenty of hp and much higher feeds, cutter sizes, and rates of material removal.
But on these benchtop mini mills, where the power and rigidity limitations force the user to go much much slower, the arguments against using 4 flutes tend to be much less relevant.
I'll admit I am not a trained machinist. In my personal opinion I'm a total hack. But I've got enough hours on these smaller machines to know that not every single rule or item on the do/don't list is necessarily universal.Live between Santa Cruz and SLO? Want to get involved?
Check out the Central Coast Calguns Community Chapter
And join the Central Coast Region Social Group!sigpicNRA Life Member - CRPA Life& BoardMember - SAF Life Member - Monterey County Carry Initiative Sponsor
Statements posted here are the sole opinions of the author and not those
of CGN, CGF, CRPA, or any other institution or agency unless otherwise noted.Comment
-
I'm looking forward to trying my 3 flute end mill tonight to see how it works. Fixed my 2nd lower one and moving on to my 3rd one tonight.
Plan is to lay it out, do my outline with end mill then drill out the cavity to within .05" of the final depth dimensions. Then I'll use the mill to finish it up.
I would like to have all my lowers completed by the time we go to the 10/22 build party so I can then get them all anodized together.Last edited by Intimid8tor; 02-27-2012, 6:19 PM.Starve the beast, move to a free state.
Bwiese: "You are making the assumption the law is reasonable/has rationale."Comment
-
I like what FADAL programming tech support told me "push the feed and speed until the tool, part, or machine seems like it is going to break, then back off a little. If it's not scaring you, it's not fast enough."Comment
-
i want to see these blue aluminum chips you speak of
Comment
-
You guys are a funny bunch...oh this...
It's a Single Cylinder - Single Stroke,
Internal Combustion Engine,
with a Free Floating Piston...
Comment
-
Just thought I would update this thread as I have completed #'s 3,4 and 5.
Drilling out the pocket first really is the way to go. Perhaps using a different type of end mill would negate this, but it is pretty quick to drill some holes in the pocket to within .10" of the final depth then come back through with a roughing end mill followed by finishing cuts.
I really don't use the jig much anymore. I use it to mill out the first outline and set the starting point of the trigger slot. Other than that the calipers and micrometers guide me.
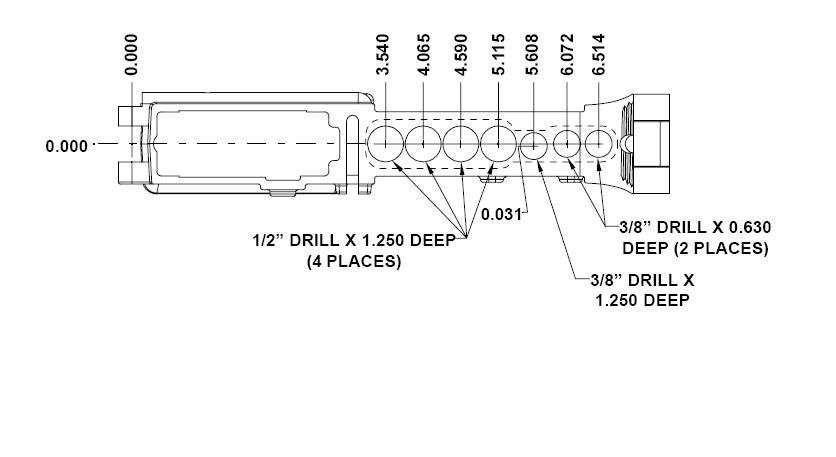
I drill 4 1/2" holes in the FCG pocket, 1 3/8" hole in the narrower part of the deep pocket and 2 holes in the shelf. No plunging which seems to be easier on the machine and bits.Last edited by Intimid8tor; 03-09-2012, 9:45 AM.Starve the beast, move to a free state.
Bwiese: "You are making the assumption the law is reasonable/has rationale."Comment
-
Looks like i need to pick up a 1/2" bit. Doing #3 this weekend. The last one took me around 4 hours start to finish.tere hangesComment
-
yep.
drilling removes material much faster, easier, and with less stress on your machine and setup than plunge- or side-milling w/ an EM.
the Ray-Vin method is your friend (although to avoid a "cratered" FCG pocket floor, stop well before 1.250" & 0.630" when drilling, despite what the drawing says)
 Live between Santa Cruz and SLO? Want to get involved?
Live between Santa Cruz and SLO? Want to get involved?
Check out the Central Coast Calguns Community Chapter
And join the Central Coast Region Social Group!sigpicNRA Life Member - CRPA Life& BoardMember - SAF Life Member - Monterey County Carry Initiative Sponsor
Statements posted here are the sole opinions of the author and not those
of CGN, CGF, CRPA, or any other institution or agency unless otherwise noted.Comment
-
Hmm, My drill press is a small benchtop and would suck for drilling these holes. Maybe just write a CNC routine that drills the holes for you and use a drill bit instead of end mill in the mill itself? Then you just go through and rough out your lowers with the drill and then switch to end mill to finish them.Comment
 Tweet
Tweet









There are currently 8321 users online. 126 members and 8195 guests.
Most users ever online was 239,041 at 10:39 PM on 02-14-2026.








Comment