 Tweet
Tweet
I saw this in another thread. I thought my reply would be better suited here. Flamesuit, on.......
*Disclaimer* - I have never built an AR. Although I am a machinist, If you attempt any of this, it is at your own risk!
I actually thought this out last night! I was ordering parts and figguring how I wanted to build the lower.
I am going to attempt to fix the mag, using the stock mag parts and an allen nut. In order to accomplish that, I am going to start by fixing the button on my mill's vice. Using an endmill, I will open up the mag release button hole, large enough to be able to accept a nut.
In order to have a nut that fits, I will have to trim down a nut. Here Is what I thought of to hold the nut on.
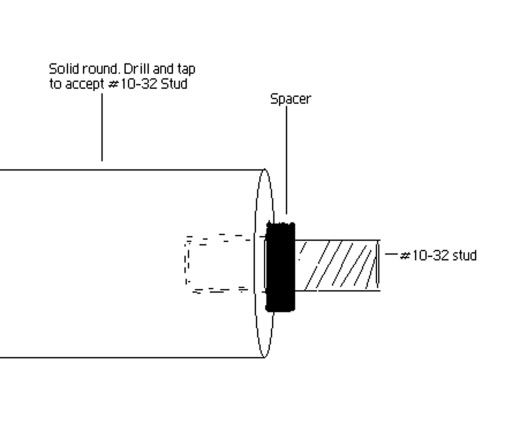
I will make the tooling bar out of a drop piece of chrome rod. Lathe drilled and tap'd for a #10-32 stud.

The nut Is tightened down against the spacer and cut with a single point cutting tool. The spacer is sacrificial, it is just for some tool releif. It could even be an extra nut.
I also stumbed onto some really cool anti walk trigger pins.
The price is great, but if I'm going to take time to make a nut tool I might as well make the pins. The pins are 0.154" in diameter. A 5/32" round is 0.15625" in diameter. It wont take much to polish them down. I can lathe drill enough to bottom tap the holes for #4-40 button head allen screws.
Anyway. Thats what I'm going to try. Heres the "before" picture. I'll post more as the parts come in.

Originally posted by superhondaz50
*Disclaimer* - I have never built an AR. Although I am a machinist, If you attempt any of this, it is at your own risk!
I actually thought this out last night! I was ordering parts and figguring how I wanted to build the lower.
I am going to attempt to fix the mag, using the stock mag parts and an allen nut. In order to accomplish that, I am going to start by fixing the button on my mill's vice. Using an endmill, I will open up the mag release button hole, large enough to be able to accept a nut.
In order to have a nut that fits, I will have to trim down a nut. Here Is what I thought of to hold the nut on.
I will make the tooling bar out of a drop piece of chrome rod. Lathe drilled and tap'd for a #10-32 stud.
The nut Is tightened down against the spacer and cut with a single point cutting tool. The spacer is sacrificial, it is just for some tool releif. It could even be an extra nut.
I also stumbed onto some really cool anti walk trigger pins.

The price is great, but if I'm going to take time to make a nut tool I might as well make the pins. The pins are 0.154" in diameter. A 5/32" round is 0.15625" in diameter. It wont take much to polish them down. I can lathe drill enough to bottom tap the holes for #4-40 button head allen screws.
Anyway. Thats what I'm going to try. Heres the "before" picture. I'll post more as the parts come in.


















Comment